
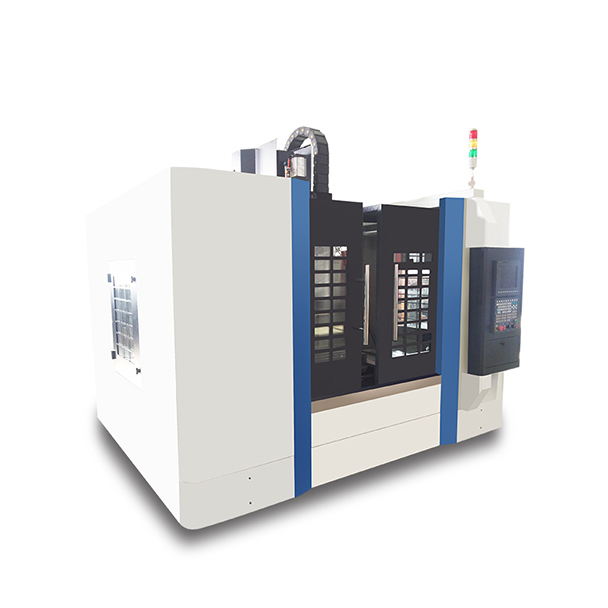


vmc1060 fabrieksmetaal 3-assig verticaal cnc-freesmachinecentrum
Voordeel
1. Optionele CNC-draaitafel kan vierassige en vijfassige coördinaatkoppelingsverwerking vormen.
2. Optioneel automatisch chipverwijderingsapparaat, met de bedstructuur om de interne netheid te verzekeren;optionele spindeloliekoeling, enz.
3. Het gietstuk ondergaat twee verouderingsbehandelingen om restspanning in het materiaal te elimineren.
4. X-, Y-, Z-richtinggeleiders kunnen Taiwan's heavy-duty lineaire kogelgeleiders kiezen, die de kenmerken hebben van hoge snelheid, hoge stijfheid, enzovoort.

Specificatie
| Item | VMC1060 | ||||
| Grootte van werktafel (lengte × breedte) mm | 1300×600 | ||||
| T-sleuf (mm) | 5-18×100 | ||||
| Max laadgewicht op werktafel (KG) | 650 | ||||
| X-as reizen (mm) | 1000 | ||||
| Y-as reizen (mm) | 600 | ||||
| Z-as reizen (mm) | 600 | ||||
| Afstand tussen asneus en lijst (mm) | 100-700 | ||||
| Afstand tussen ascentrum en kolom (mm) | 667 | ||||
| Spindel tapsheid | BT40/50 | ||||
| Maximaalspilsnelheid (tpm) | 8000/10000/12000 | ||||
| Spindel motorvermogen (Kw) | 11/15 | ||||
| Snelle invoersnelheid: X, Y, Z-as (m/min) | 16/16/16 (24/24//24 voeringgeleiding) | ||||
| Snelle snijsnelheid (m /min) | 10 | ||||
| Positionele nauwkeurigheid (mm) | ±0,005 | ||||
| Herhaal positionele nauwkeurigheid (mm) | ±0,003 | ||||
| Type automatische gereedschapswisselaar | 16 gereedschapskop type gereedschapswisselaar (optionele 24-armige automatische gereedschapswisselaar) | ||||
| Maximaalgereedschapslengte (mm) | 300 | ||||
| MaximaalGereedschapsdiameter: | Φ80 (aangrenzend gereedschap)/φ150 (niet aangrenzend gereedschap) | ||||
| Max.tool gewicht (KG) | 8 | ||||
| Gereedschapwisseltijd (gereedschap-naar-gereedschap) sec | 7 | ||||
| Luchtdruk (Mpa) | 0,6 | ||||
| Machinegewicht (KG) | 7500 | ||||
| Algemene maat (mm) | 3340*2800*2700 | ||||
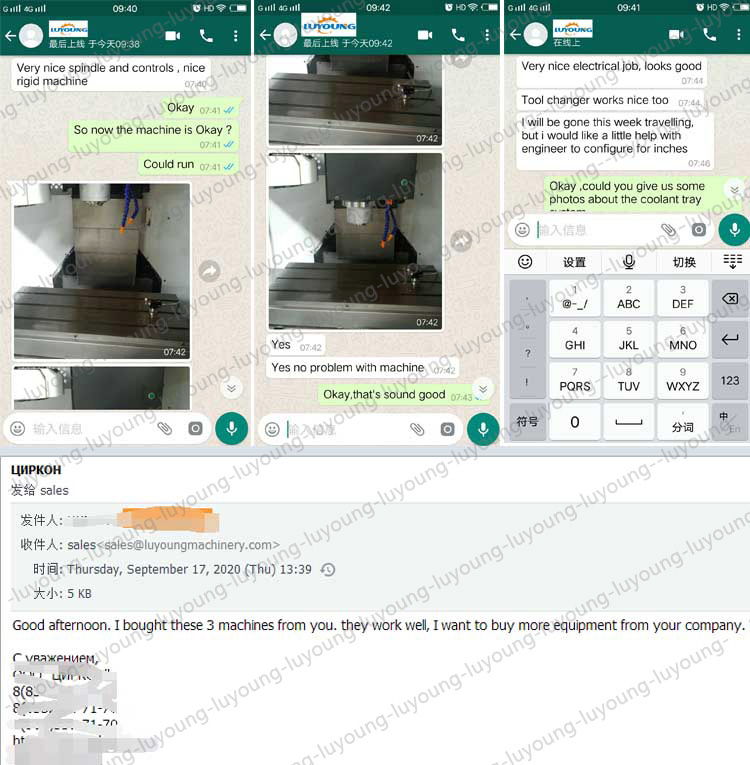
Waarom voor ons kiezen
We krijgen veel goede feedback van klanten, bijvoorbeeld:
Zeer mooie spindel en bedieningselementen, mooie stijve machine.Heel mooi elektrisch werk, ziet er goed uit.
Gereedschapswisselaar werkt ook goed.
Ik heb 3 machines van je gekocht.Ze werken goed, ik wil meer apparatuur van uw bedrijf kopen.
Machine testen
1. De detectie van de positioneringsnauwkeurigheid van lineaire bewegingen moet worden uitgevoerd onder onbelaste omstandigheden en lasermetingen prevaleren.
2. Herhaalde positioneringsnauwkeurigheid detectie van lineaire beweging, het instrument dat wordt gebruikt voor detectie is hetzelfde als dat wordt gebruikt om positioneringsnauwkeurigheid te detecteren.
3. Detectie van de retournauwkeurigheid van de oorsprong van lineaire beweging.
4. Omgekeerde foutdetectie van lineaire beweging wordt meerdere keren gemeten (meestal 7 keer) op drie posities nabij het middelpunt en beide uiteinden van de slag, en de gemiddelde waarde van elke positie wordt berekend en de maximale waarde van de verkregen gemiddelde waarde is de inverse Error-waarde.

Producten categorieën
-

BC6085 Fabrieksprijs vormmachine met ...
-

TCK25 kleine automatische hoge kwaliteit bende type sl ...
-

C6140/C6240 spleetbed metalen draaibankmachine
-

VMC650 Hoge snelheid 3-assige verticale metalen cnc mil ...
-

H50 metaal draaiende cnc combo draaibank freesmachine ...
-

BC6050 hoogwaardige metalen vormmachine





